M7163
平面磨床走刀路线主要遵循的原则。工序顺序是指同一道工序中,各个表面加工的先后次序。它对M7163
平面磨床零件的加工质量、M7163平面磨床加工效率和
M7163平面磨床数控加工中的走刀路线有直接影响,应根据M
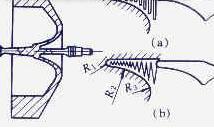
7163平面磨床零件的结构特点和工序的加工要求等合理安排。M7163平面磨床工序的划分与安排一般可随走刀路线来进行,在确定M7163平面磨床走刀路线时,主要遵循以下原则:应能保证M7163平面磨床零件的加工精度和M7163平面磨床表面粗糙度要求。当M7163平面磨床磨削平面零件外轮廓时,一般采用立铣刀侧刃切削。M7163平面磨床刀具切入工件时,应避免沿零件外廓的法向切入,而应沿外廓曲线延长线的切向切入,以避免在切入处产生刀具的刻痕而影响表面质量,保证M7163平面磨床零件外廓曲线平滑过渡。同理,在切离工件时,也应避免在M7163平面磨床工件的轮廓处直接退刀,而应该沿零件轮廓延长线的切向逐渐切离工件。M7163平面磨床磨削封闭的内轮廓表面时,若内轮廓曲线允许外延,则应沿切线方向切入切出。若内轮廓曲线不允许外延,如图所示,M7163平面磨床刀具只能沿内轮廓曲线的法向切入切出,此时M7163平面磨床刀具的切入切出点应尽量选在内轮廓曲线两几何元素的交点处。当内部几何元素相切无交点时,为防止刀补取消时在轮廓拐角处留下凹口,M7163平面磨床刀具切入切出点应远离拐角。
为圆弧插补方式磨削外整圆时的走刀路线图。当
M7163平面磨床厂家加工完毕时,不要在切点处直接退刀,而应让M7163平面磨床刀具沿切线方向多运动一段距离,以免取消刀补时,M7163平面磨床刀具与M7163平面磨床工件表面相碰,造成工件报废。M7163平面磨床磨削内圆弧时也要遵循从切向切入的原则,最好安排从圆弧过渡到圆弧的加工路线,如图所示,这样可以提高M7163平面磨床内孔表面的加工精度和M7163平面磨床厂家加工质量。对于M7163平面磨床孔位置精度要求较高的零件,在M7163平面磨床精磨孔系时,镗孔路线一定要注意各孔的定位方向一致,即采用单向趋近定位点的方法,以避免M7163平面磨床传动系统反向间隙误差或测量系统的误差对M7163平面磨床定位精度的影响。